
 En
En
Casa / Notizia / Perché i dadi per rivetti ciechi stanno diventando la soluzione ideale per la produzione moderna?


Ti diamo il benvenuto a contattarci, costante non solo al tuo fornitore affidabile, ma anche al tuo partner commerciale turstworthy.
 +(86) -133 8863 9264
+(86) -133 8863 9264
Jan 14,2026
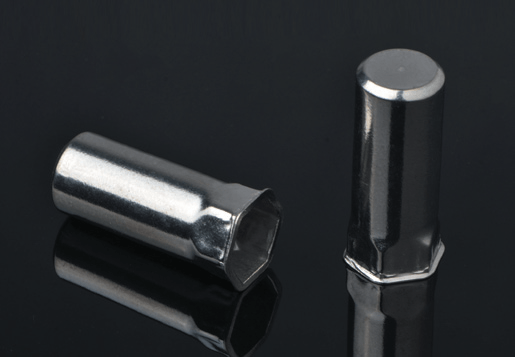
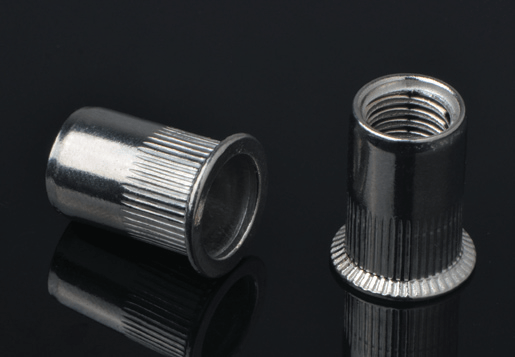
Un dado per rivetti ciechi, spesso indicato come ribnut o nutert, è un dispositivo di fissaggio specializzato con filettatura interna progettato per applicazioni in cui l'accesso è limitato a un solo lato del pezzo. A differenza dei dadi tradizionali che richiedono una persona o uno strumento secondario per tenerli in posizione dietro un pannello, il dado per rivetti ciechi viene installato dalla parte anteriore. Questo design unico è costituito da un gambo tubolare parzialmente cavo e da un interno filettato. Quando lo strumento di installazione tira il mandrino filettato, comprime la parte non filettata del gambo contro la parte posteriore del materiale, creando una filettatura permanente ad alta resistenza in metalli di spessore sottile, plastica o materiali compositi che altrimenti sarebbero troppo sottili per essere maschiati.
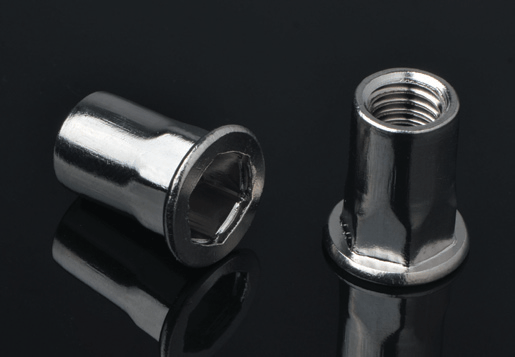
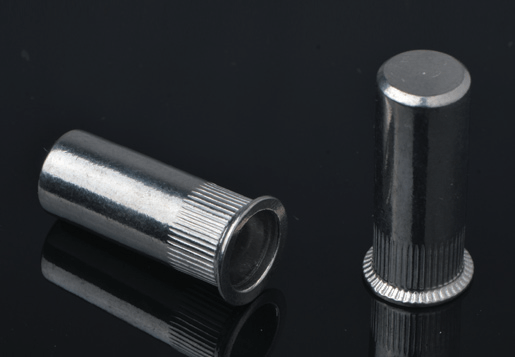
L'aspetto "cieco" di questo elemento di fissaggio è il suo più grande vantaggio, rendendolo indispensabile nell'assemblaggio automobilistico, nell'ingegneria aerospaziale e nella produzione di custodie elettroniche. Poiché il processo di installazione prevede una deformazione controllata, crea una flangia sul lato cieco che distribuisce il carico su una superficie più ampia, impedendo il passaggio e garantendo l'integrità strutturale anche in presenza di vibrazioni o coppie significative.
Selezionare il materiale corretto per a dado per rivetti ciechi è fondamentale per prevenire la corrosione galvanica e garantire la longevità del giunto. Ambienti diversi richiedono proprietà metallurgiche specifiche per gestire lo stress e l'esposizione ambientale.

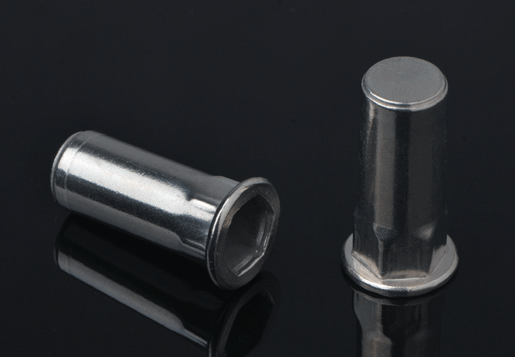
La geometria fisica di un rivetto cieco determina il modo in cui interagisce con il materiale ospite. La scelta dello stile del corpo giusto dipende dai requisiti di coppia e dallo spessore del materiale principale.
| Tipo di corporatura | Ideale per | Vantaggio chiave |
| Circolare Liscio | Scopo generale | Facile preparazione del foro |
| A coste/zigrinato | Materiali più morbidi | Maggiore resistenza all’affluenza alle urne |
| Esagonale | App a coppia elevata | Elimina la rotazione nel foro |
La scelta della flangia influisce sul profilo dell'assieme finito. Le grandi flange forniscono un'ampia superficie portante e possono fungere da distanziatore, mentre le teste svasate consentono al dado del rivetto di rimanere a filo con la superficie del materiale. Il montaggio a incasso è particolarmente utile nelle applicazioni in cui un componente secondario deve aderire perfettamente piatto al materiale di base senza spazi vuoti.
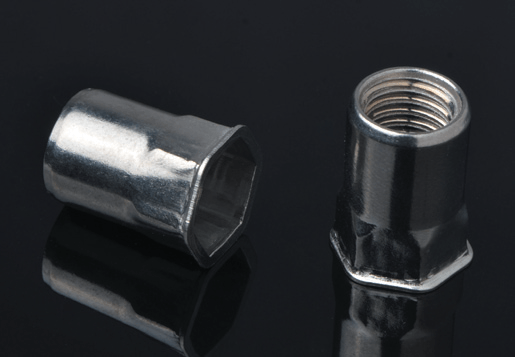
Per ottenere un risultato di livello professionale, il processo di installazione deve essere preciso. Errori nel dimensionamento del foro o nella calibrazione dell'utensile possono portare alla "rotazione" (dove il dado ruota all'interno del foro) o allo sfilamento del filo.
Anche i tecnici esperti incontrano difficoltà quando lavorano con i inserti filettati ciechi. Se un dado è sottoimpostato, rimarrà allentato e potrebbe girare quando viene inserito un bullone. Al contrario, un'impostazione eccessiva può rovinare le filettature interne o danneggiare il mandrino dell'utensile di installazione. Eseguire sempre un'installazione di prova su un pezzo di scarto dello stesso materiale e spessore per calibrare la corsa o la pressione dell'utensile. In caso di rotazione, valutare la possibilità di passare a un corpo zigrinato o a un dado esagonale, a condizione che il foro possa essere perforato o brocciato in una forma esagonale.






")
")
")

Copyright © Fastene industriali costanti Co., Ltd. All Rights Reserved
