
 En
En
Casa / Notizia / Dadi per rivetti ciechi: cosa sono, come installarli correttamente e quale tipo scegliere


Ti diamo il benvenuto a contattarci, costante non solo al tuo fornitore affidabile, ma anche al tuo partner commerciale turstworthy.
 +(86) -133 8863 9264
+(86) -133 8863 9264
Mar 25,2026
I dadi per rivetti ciechi - chiamati anche rivetti, inserti filettati, inserti filettati ciechi o dadi - sono elementi di fissaggio cilindrici a parete sottile con una filettatura interna che vengono installati in un foro preforato solo da un lato, senza alcun accesso alla faccia posteriore del materiale. Una volta installati, forniscono un punto di connessione filettato resistente e permanente in materiali troppo sottili per contenere da soli una filettatura utile, materiali in cui la maschiatura non fornirebbe un'adeguata resistenza allo strappo o assemblaggi in cui la parte posteriore del pannello è completamente inaccessibile dopo la fabbricazione.
Il principio di installazione è semplice ma meccanicamente elegante: il rivetto viene inserito attraverso il foro con il corpo filettato che sporge sul lato accessibile. Uno strumento di impostazione impegna la filettatura interna e tira lo stelo mentre tiene la flangia, provocando il collasso della sezione posteriore non filettata del corpo e la deformazione verso l'esterno in un rigonfiamento che blocca entrambi i lati del materiale tra il rigonfiamento e la flangia. Il risultato è un elemento di fissaggio filettato ribadito e non rotante, ancorato in modo permanente al foro. Il dado installato può quindi accettare un bullone o una vite standard dal lato accessibile, creando di fatto un dado in un punto dove altrimenti nessun dado potrebbe essere trattenuto.
Il valore ingegneristico di dadi per rivetti ciechi è più evidente nella fabbricazione di lamiere, dove pannelli sottili in acciaio e alluminio necessitano di collegamenti filettati sicuri per coperture, staffe, maniglie e montaggio di apparecchiature senza dadi di saldatura o utilizzando dadi in gabbia che richiedono l'accesso su entrambi i lati. Sono ugualmente utili nei pannelli compositi, nelle estrusioni cave, negli involucri di plastica e in qualsiasi struttura in cui la combinazione di accesso unilaterale e forte impegno della filettatura richiederebbe altrimenti una riprogettazione. Un dado per rivetti ciechi ben installato in lamiera di acciaio da 2 mm può fornire carichi di estrazione di 3.000–7.000 N e resistenza alla torsione di strappo di 4–25 N·m a seconda delle dimensioni e del materiale della filettatura: prestazioni che i dadi saldati possono ottenere ma che nessuna filettatura maschiata convenzionale in lamiera sottile può avvicinare.
I dadi per rivetti ciechi sono prodotti in diverse configurazioni della testa e profili del corpo che influiscono sul modo in cui il dispositivo di fissaggio installato si posiziona rispetto alla superficie del pannello, a quanta coppia può resistere prima di ruotare e quale intervallo di spessore del pannello può ospitare. Selezionare lo stile del corpo corretto è importante quanto selezionare il materiale e la dimensione della filettatura corretti: l'utilizzo di un dado a testa piatta dove è richiesta una testa svasata o di uno stile con corpo liscio dove è necessario un corpo zigrinato per impedire la rotazione, produce un'installazione che non soddisfa i requisiti di progettazione indipendentemente dalla precisione con cui è stata impostata.
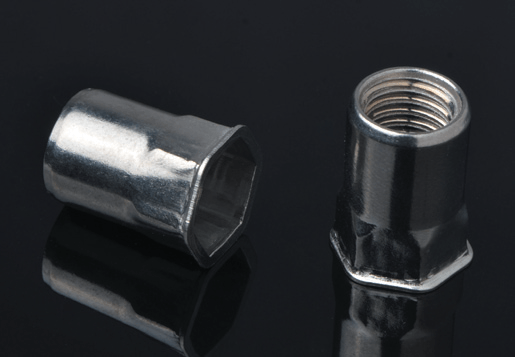
La testa piatta (chiamata anche flangia grande o flangia standard) è il tipo di testa del rivetto più comune. Il diametro della flangia è maggiore del diametro del foro, appoggia sporgentemente sulla superficie del pannello e si appoggia contro di essa per distribuire il carico di serraggio. I dadi a testa piatta vengono utilizzati laddove non è necessario che la testa del dispositivo di fissaggio installata sia a filo con la superficie: all'interno di involucri, su staffe strutturali e in applicazioni di montaggio nascosto. Il grande diametro della flangia fornisce una buona area di appoggio contro il materiale del pannello, il che è importante in materiali più morbidi come fogli di alluminio e plastica dove una piccola flangia potrebbe passare attraverso il foro sotto carichi elevati di bulloni.
I dadi per rivetti ciechi svasati hanno una flangia angolata progettata per essere posizionata a filo con o sotto la superficie del pannello quando installati in un foro svasato. Ciò crea una superficie completamente a filo dopo l'installazione, che è essenziale nelle superfici aerodinamiche, nei meccanismi di scorrimento, nei pannelli decorativi e in qualsiasi assemblaggio in cui una testa di fissaggio sporgente sarebbe funzionalmente o esteticamente inaccettabile. L'angolo di svasatura è generalmente di 90° o 120°, corrispondente alle geometrie standard delle punte per svasatura. I dadi svasati richiedono un'ulteriore operazione di svasatura sul foro prima dell'installazione, aggiungendo una fase di processo, ma l'installazione a filo risultante è spesso l'unica soluzione accettabile per i requisiti dell'applicazione.
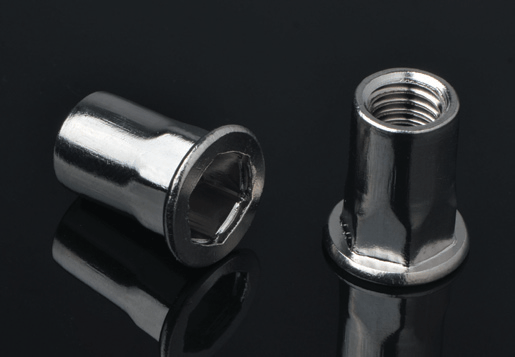
I inserti filettati ciechi a testa ridotta hanno un diametro della flangia inferiore rispetto ai design standard a testa piatta, consentendo l'installazione in posizioni in cui lo spazio tra il foro e un elemento adiacente è limitato: vicino ai bordi del pannello, vicino ai cordoni di saldatura o in canali dove una flangia a grandezza naturale non si adatterebbe fisicamente. L'area di appoggio ridotta della flangia più piccola significa una minore capacità di carico di trazione nei materiali morbidi, quindi le varianti a testa ridotta sono più adatte a materiali più duri come la lamiera di acciaio dove la sollecitazione di appoggio della flangia è inferiore rispetto alla resistenza allo snervamento del materiale. Alcune applicazioni utilizzano anche un profilo del corpo esterno zigrinato o esagonale in combinazione con teste ridotte per impedire la rotazione sotto coppia, compensando la ridotta presa della flangia del diametro più piccolo.
I inserti filettati ciechi sono prodotti in quattro famiglie di materiali primari, ciascuna adatta a diverse combinazioni di materiali di base, esposizioni ambientali e requisiti di carico. La scelta del materiale del rivetto deve tenere conto non solo dei requisiti meccanici del giunto ma anche della compatibilità galvanica con il materiale principale: l'installazione di un rivetto in acciaio in un pannello di alluminio in un ambiente marino crea una cella galvanica che distruggerà l'alluminio circostante in pochi mesi.
| Material | Forza di estrazione | Resistenza alla corrosione | Materiali genitori compatibili | Le migliori applicazioni |
|---|---|---|---|---|
| Acciaio (zincato) | Il più alto | Moderato (interno/asciutto) | Acciaio, ferro, plastica dura | Involucri industriali, macchinari, veicoli |
| Alluminio | Moderato | Buono (all'aperto) | Alluminio sheet, thin composites | Pannelli aerospaziali, accessori marini, carrozzerie di veicoli elettrici |
| Acciaio inossidabile (A2/A4) | Alto | Eccellente | Acciaio, inossidabile, alluminio (con isolatore) | Settore marittimo, lavorazione alimentare, attrezzature per esterni |
| Ottone | Moderato–High | Molto buono | Materie plastiche, PCB, pannelli non ferrosi | Involucri elettronici, impianti idraulici |
I dadi rivetti in acciaio con zincatura elettrolitica sono i più utilizzati e offrono i più alti valori assoluti di estrazione e coppia, rendendoli la scelta predefinita per applicazioni su lamiere strutturali in acciaio in ambienti interni riparati o asciutti. La zincatura fornisce una protezione moderata dalla corrosione, adeguata per le apparecchiature industriali interne ma insufficiente per un'esposizione prolungata all'esterno o sulla costa. Per le applicazioni esterne su strutture in acciaio, i rivetti in acciaio inossidabile A2 (304) o A4 (316) forniscono la necessaria resistenza alla corrosione: grado A4 in ambienti marini ricchi di cloruri, dove A2 sarebbe a rischio di corrosione interstiziale sotto la flangia installata.
I rivetti in alluminio in materiale madre alluminio sono la scelta galvanicamente ideale per strutture e pannelli in alluminio. Il loro limite di snervamento inferiore rispetto all'acciaio fa sì che producano un rigonfiamento più morbido durante l'installazione, il che può essere vantaggioso in materiali sottili o fragili in cui la forza di installazione di un dado in acciaio distorcerebbe la zona del foro. I rivetti in alluminio non devono essere utilizzati laddove il bullone di serraggio sarà un elemento di fissaggio in acciaio ad alta resistenza serrato a valori che superano la coppia di torsione della filettatura dell'inserto in alluminio più morbido; in questi casi è necessario un rivetto in acciaio o acciaio inossidabile, con adeguate misure di isolamento galvanico per il pannello in alluminio.
I dadi per rivetti ciechi sono disponibili con dimensioni di filettatura metriche da M3 a M16 e con dimensioni di filettatura unificate da 6-32 UNC a 3/8-16 UNC, coprendo l'intera gamma di dimensioni di dispositivi di fissaggio utilizzati nella lamiera leggera fino alle applicazioni strutturali medie. L'intervallo di presa (l'intervallo di spessori del materiale principale che il dado può accogliere) è altrettanto importante della dimensione della filettatura, perché un dado installato in un materiale al di fuori del suo intervallo di presa non formerà un rigonfiamento adeguato (troppo spesso) o si deformerà eccessivamente e dividerà il corpo (troppo sottile).
Ciascun modello di rivetto è progettato per una gamma di presa specifica, che in genere copre una variazione di spessore del materiale di 1,5–4 mm all'interno di un singolo codice. Un dado di fissaggio specificato per un intervallo di presa compreso tra 0,5 e 3,0 mm si installerà correttamente su qualsiasi lamiera o pannello all'interno di tale intervallo di spessore, formando un rigonfiamento uniforme che fornisce il pieno carico di serraggio nominale. L'installazione di un dado con intervallo di presa da 0,5–3,0 mm in un materiale da 4 mm è un errore comune sul campo che produce un'installazione in cui il corpo non si è deformato abbastanza per fare presa sulla faccia posteriore del materiale: il dado gira o si tira fuori sotto carichi molto bassi.
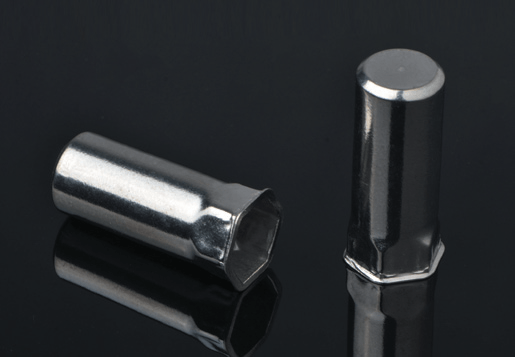
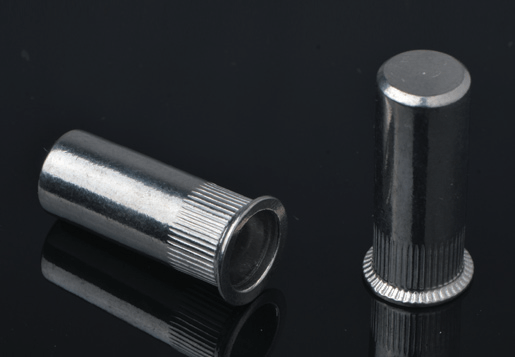
I dadi a estremità aperta standard hanno un corpo a filettatura passante aperto sia sull'estremità della flangia che sull'estremità sporgente (cieca). Ciò consente a qualsiasi lunghezza di bullone di passare attraverso l'inserto installato, ma significa anche che fluidi, gas e contaminanti possono passare attraverso il corpo del rivetto in entrambe le direzioni. Nelle applicazioni che richiedono tenuta a fluido o pressione nella posizione del dispositivo di fissaggio (involucri pressurizzati, apparecchiature esterne, pannelli contenenti fluidi) devono essere specificati rivetti a estremità chiusa con un'estremità cieca sigillata. I design a estremità chiusa presentano la stessa geometria esterna e lo stesso metodo di installazione dei design a estremità aperta, ma bloccano il passaggio del fluido attraverso il corpo dell'inserto, mantenendo l'integrità di qualsiasi guarnizione o sigillante sull'interfaccia del giunto senza richiedere ulteriori misure di tenuta nel foro di fissaggio.
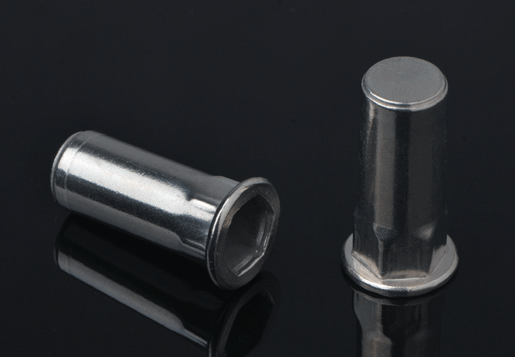
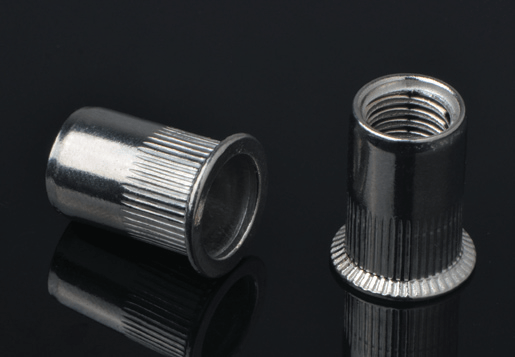
I dadi per rivetti ciechi standard a corpo liscio si basano sull'attrito tra il rigonfiamento del corpo deformato e il materiale del pannello per resistere alla rotazione quando il bullone di accoppiamento viene serrato o rimosso. Nei materiali morbidi (alluminio sottile, plastica e pannelli compositi) questa resistenza all'attrito potrebbe essere insufficiente, causando la rotazione del dado nel foro anziché consentire il serraggio o la rimozione del bullone. I dadi con corpo zigrinato sono dotati di dentellature longitudinali o di un motivo zigrinato sulla superficie esterna del corpo che taglia la parete del foro durante l'installazione, fornendo un blocco antirotazione meccanico positivo indipendente dall'attrito di serraggio. I dadi zigrinati rappresentano la specifica corretta per qualsiasi applicazione in cui il materiale principale è sufficientemente morbido da consentire la rotazione con una coppia moderata o in cui il bullone verrà spesso rimosso e reinstallato nel corso della vita del prodotto.

La corretta installazione dei dadi per rivetti ciechi richiede uno strumento di regolazione in grado di applicare la precisa combinazione di forza di trazione e corsa necessaria per formare il rigonfiamento senza abbassare o abbassare eccessivamente il corpo. L'utilizzo dello strumento sbagliato, o lo strumento corretto in modo errato, è la causa più comune di installazioni di rivnut deboli o non riuscite. La scelta dell'utensile dipende dalla dimensione della filettatura da installare, dal volume di produzione e dall'accessibilità del luogo di installazione.
Gli strumenti di impostazione manuale dei dadi utilizzano un meccanismo a forbice o a leva a due manici per generare la forza di trazione sulla filettatura del mandrino, formando il rigonfiamento attraverso la leva meccanica. Sono economici, non richiedono alcuna fonte di alimentazione e sono adatti per l'uso occasionale o per lavori di riparazione sul campo su filettature di piccole dimensioni, in genere da M3 a M8. Il limite degli strumenti manuali è l'affaticamento dell'operatore e l'incoerenza nella produzione di volumi elevati, dove la forza di installazione varia tra gli operatori e nel corso di un turno. Per le dimensioni M10 e superiori, la forza di trazione richiesta supera quella che la maggior parte degli operatori può generare in modo affidabile con uno strumento manuale, rendendo necessari strumenti pneumatici o alimentati a batteria.
Gli strumenti pneumatici per la regolazione dei dadi utilizzano aria compressa per azionare un pistone che applica la forza di trazione richiesta sul mandrino filettato, quindi si inverte per rilasciare il mandrino ed espellere l'inserto impostato. Forniscono una forza di installazione costante indipendentemente dall'affaticamento o dalle variazioni dell'operatore, rendendoli la scelta standard per l'uso in linee di produzione in cui vengono installati centinaia o migliaia di rivetti per turno. Gli utensili pneumatici sono disponibili con impostazioni di forza di trazione e corsa regolabili che possono essere calibrate per dimensioni e materiali specifici dei rivetti, garantendo una qualità di installazione costante durante l'intero ciclo di produzione. Gli utensili idraulici vengono utilizzati per le dimensioni più grandi (M12–M16) dove la sola pressione pneumatica non è sufficiente per generare il carico di impostazione richiesto di 15–25 kN.
Gli strumenti per l'installazione dei rivetti alimentati a batteria sono cresciuti in termini di quota di mercato in modo significativo poiché la tecnologia delle batterie agli ioni di litio ha reso gli strumenti cordless abbastanza potenti da installare i rivetti M8-M12 con forza costante e senza la dipendenza dalla compagnia aerea degli utensili pneumatici. Gli utensili cordless sono ideali per lavori di installazione in loco, operazioni di assistenza sul campo e ambienti di produzione in cui l'aria compressa non è disponibile o dove la mobilità degli utensili è importante. I principali produttori, tra cui Stanley Engineered Fastening (marchio POP), Gesipa e Böllhoff, offrono utensili per rivetti a batteria con impostazioni di coppia e corsa regolabili tramite l'interfaccia dell'utensile, fornendo una consistenza di installazione paragonabile agli utensili pneumatici per le dimensioni comprese nella loro gamma di capacità.
Un dado per rivetti ciechi installato correttamente richiede un'esecuzione precisa in ogni fase: preparazione del foro, verifica della selezione del dado, calibrazione dell'utensile e controllo post-installazione. Le scorciatoie in qualsiasi fase producono giunti che cedono al di sotto della loro capacità di carico nominale e la modalità di guasto (rotazione nel foro o estrazione sotto carico) spesso non è evidente finché il giunto non viene testato o non si guasta in servizio.
I dadi per rivetti ciechi sono presenti in una gamma eccezionalmente ampia di settori e applicazioni, unificati dal requisito comune di una connessione filettata resistente in una posizione in cui è accessibile solo un lato del materiale principale. Comprendere le esigenze specifiche di ciascun contesto applicativo aiuta a selezionare la variante corretta del rivetto (materiale, stile della testa, profilo del corpo e dimensione della filettatura) per prestazioni affidabili per tutta la durata di servizio del prodotto.
I pannelli della carrozzeria delle automobili, i telai delle porte, i supporti del pannello degli strumenti, gli involucri delle batterie nei veicoli elettrici e le carrozzerie dei rimorchi utilizzano ampiamente dadi per rivetti ciechi per fissare staffe, pezzi di rivestimento, hardware per la gestione dei cavi e componenti meccanici su lamiere sottili che non possono essere saldate dopo la verniciatura o che devono accettare e rilasciare componenti ripetutamente durante la vita utile del veicolo. I rivetti in acciaio e acciaio inossidabile nelle dimensioni M5–M10 sono più comuni nelle applicazioni per carrozzerie automobilistiche, mentre i rivetti in alluminio vengono utilizzati nelle strutture dei veicoli ad uso intensivo di alluminio per evitare problemi di corrosione galvanica. Gli elevati volumi di produzione nel settore automobilistico favoriscono strumenti di impostazione pneumatici e robotici che garantiscono una qualità di installazione costante a velocità di centinaia di rivetti all'ora.
Gli armadi elettrici, i rack dei server, i pannelli di controllo e gli alloggiamenti dei dispositivi elettronici utilizzano dadi per rivetti ciechi per fornire punti di fissaggio per guide DIN, staffe per passerelle portacavi, piastre di montaggio dei componenti e porte incernierate in pannelli sottili di acciaio o alluminio. In queste applicazioni, il dado rivetto spesso funge da sostituto del dado prigioniero, eliminando la necessità di un dado allentato separato sulla faccia interna inaccessibile del pannello dell'involucro. I dadi rivetti in ottone sono preferiti nelle applicazioni che coinvolgono il montaggio di PCB o componenti elettronici sensibili in cui le proprietà magnetiche dell'acciaio potrebbero interferire con i componenti e dove l'ottone fornisce sia resistenza alla corrosione che eccellente qualità della filettatura per le viti a passo fine comuni nell'assemblaggio di componenti elettronici.
I pannelli interni degli aeromobili, gli alloggiamenti delle apparecchiature avioniche, le traverse di coda degli elicotteri e le cellule dei veicoli aerei senza pilota (UAV) utilizzano dadi per rivetti ciechi in alluminio e acciaio inossidabile per fornire punti di attacco filettati in rivestimenti di alluminio a pareti sottili e pannelli compositi dove la rivettatura non fornirebbe l'impegno del filo e la saldatura è poco pratica o strutturalmente inaccettabile. Le applicazioni aerospaziali specificano i valori delle specifiche NAS (National Aerospace Standard) o NASM, con tolleranze dimensionali e requisiti di test più rigorosi rispetto ai prodotti del catalogo commerciale. Le varianti a testa svasata sono standard nelle applicazioni di superficie aerodinamiche per mantenere un flusso d'aria regolare sulla superficie del pannello.
I telai tubolari di mobili in acciaio e alluminio, scaffalature espositive, sistemi di partizione e pannelli di rivestimento architettonico utilizzano dadi per rivetti ciechi per fissare hardware, staffe di collegamento, piedini di livellamento e connettori strutturali a sezioni cave o con pareti sottili dove la filettatura del materiale principale sarebbe insufficiente e la saldatura è poco pratica dopo la verniciatura a polvere o l'anodizzazione. La possibilità di installare i rivetti dopo il trattamento superficiale rappresenta un vantaggio significativo in termini di produzione: le parti possono essere prima rifinite e poi dotate di rivetti senza danneggiare la superficie, a differenza dei dadi saldati che devono essere installati prima della finitura e protetti durante il processo di rivestimento.
Anche con specifiche di prodotto corrette, le installazioni di dadi per rivetti ciechi falliscono quando le variabili di processo non sono controllate. I seguenti problemi rappresentano la maggior parte dei guasti sul campo e degli scarti di qualità della produzione, e ciascuno ha una chiara causa principale e una misura di prevenzione.






")
")
")

Copyright © Fastene industriali costanti Co., Ltd. All Rights Reserved
