
 En
En
Casa / Notizia / Elementi di fissaggio autoaggancianti: come funzionano, quale tipo utilizzare e come specificarli correttamente


Ti diamo il benvenuto a contattarci, costante non solo al tuo fornitore affidabile, ma anche al tuo partner commerciale turstworthy.
 +(86) -133 8863 9264
+(86) -133 8863 9264
Apr 01,2026
Gli elementi di fissaggio autoaggancianti sono componenti hardware progettati con precisione (dadi, prigionieri, distanziatori, perni e supporti per fascette per cavi) che vengono installati in modo permanente su lamiere sottili comprimendole in un foro preforato utilizzando una punzonatrice, una pressa a supporto o uno strumento di inserimento idraulico. A differenza degli elementi di fissaggio saldati che richiedono calore o degli inserti incollati che si basano su un legame chimico, gli elementi di fissaggio autoaggancianti si ancorano meccanicamente attraverso un processo di formatura a freddo: l'anello di aggraffatura seghettato o zigrinato dell'elemento di fissaggio sposta il materiale dal foglio in una scanalatura a sottosquadro appositamente progettata quando viene applicata la pressione, creando un giunto permanente montato a filo che non può essere ruotato o spinto indietro dal pannello.
Vale la pena comprendere la fisica dell'installazione autoagganciante perché spiega perché i requisiti del processo non sono negoziabili. Quando viene applicata la pressione di inserimento, l'incudine di ribaditura temprata dell'elemento di fissaggio entra nel foro punzonato e la geometria del gambo sposta il materiale in foglio più morbido verso l'esterno e poi verso l'interno nella scanalatura a sottosquadro sotto l'anello di ribaditura. Questo metallo spostato si blocca meccanicamente attorno al sottosquadro, creando un giunto il cui carico di spinta è determinato dalla resistenza al taglio della colonna metallica spostata. Il materiale del pannello deve essere più morbido del materiale di fissaggio, in genere almeno Rockwell B 20, per consentire che questa deformazione plastica avvenga in modo pulito senza rimbalzo o mancato riempimento del sottosquadro.
Il risultato è un elemento di fissaggio che diventa parte permanente del pannello in lamiera, a filo o leggermente sporgente rispetto a una superficie, fornendo un punto di connessione filettato o non filettato di alta qualità che può essere utilizzato con qualsiasi elemento di fissaggio di accoppiamento standard. La tecnologia di autoagganciamento è stata sviluppata e brevettata da Penn Engineering (marchio PEM) negli anni '40 e da allora è diventata un metodo di installazione standard globale per assemblaggi di lamiere nei settori dell'elettronica, delle telecomunicazioni, automobilistico, aerospaziale e della produzione di apparecchiature industriali, con decine di produttori che producono linee di prodotti compatibili con marchi tra cui Sherex, Wurth, Optimas e Bollhoff.
Il chiusura autoagganciante La famiglia copre un'ampia gamma di tipologie funzionali, ciascuna progettata per risolvere una specifica esigenza meccanica negli assemblaggi di lamiera. Selezionare il tipo corretto prima di specificare la dimensione della filettatura o il materiale consente di risparmiare notevoli rilavorazioni e garantisce che l'elemento di fissaggio installato svolga effettivamente la funzione prevista nel prodotto assemblato.
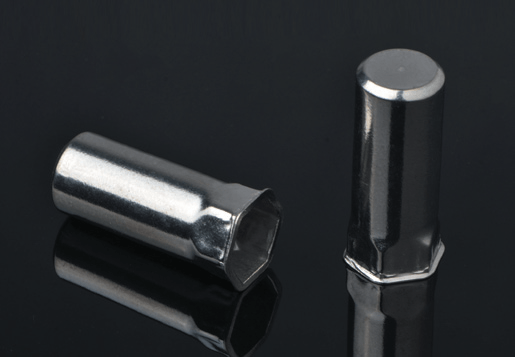
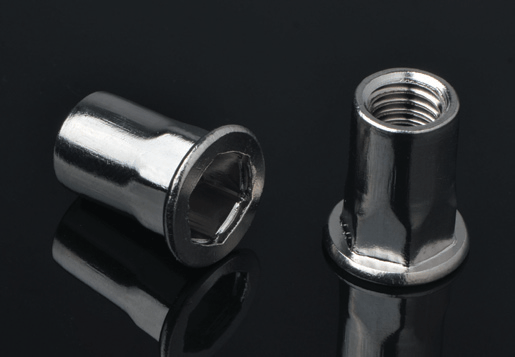
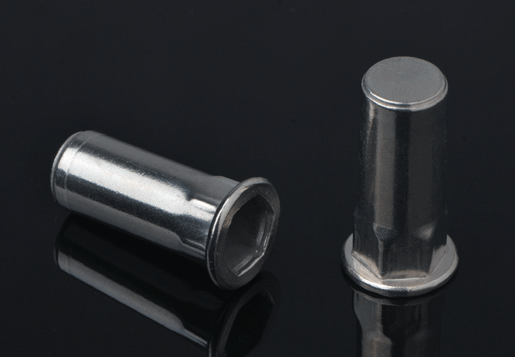
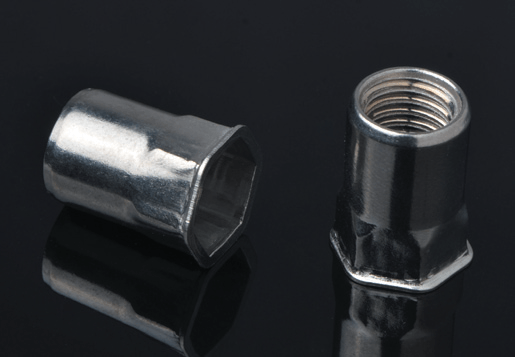
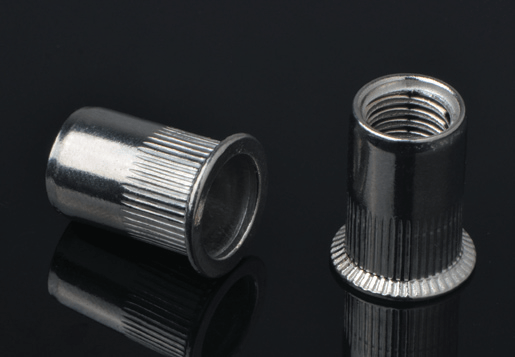
I dadi autoaggancianti, chiamati anche dadi a ribadire o dadi PEM, sono il tipo più utilizzato. Si installano a filo nel pannello da un lato e forniscono un foro filettato per un bullone di accoppiamento o una vite su entrambi i lati. Il dado installato presenta una superficie pulita, a filo o leggermente rialzata, completamente compatibile con i bulloni con filettatura metrica e unificata standard. I dadi per ribaditura sono disponibili con passo di filettatura standard, filettatura fine e filettature metriche ISO da M2 a M12, coprendo l'intera gamma di dimensioni di dispositivi di fissaggio utilizzati in involucri in lamiera, staffe e pannelli strutturali. Vengono utilizzati laddove la lamiera sottile non fornisce uno spessore del materiale sufficiente per una filettatura maschiata affidabile, il che in pratica significa praticamente qualsiasi lamiera di acciaio inferiore a 3 mm e qualsiasi lamiera di alluminio inferiore a 5 mm.
I perni autoaggancianti si installano permanentemente in un pannello con un perno filettato che sporge dalla superficie di installazione, fornendo un perno filettato fisso che accetta un dado sull'altro lato. Eliminano la necessità di tenere fermo un bullone mentre si serra un dado sulla faccia opposta: il perno è fissato al pannello e non può ruotare, quindi il montaggio richiede solo un dado e una chiave su un lato. I perni a ribadire vengono utilizzati per il montaggio di componenti in custodie elettroniche, per il fissaggio di pannelli ai telai del telaio e per qualsiasi assemblaggio in cui è necessaria una filettatura esterna permanente in una posizione in cui la parte posteriore del pannello è inaccessibile durante l'assemblaggio finale. Sono disponibili nelle varianti a filettatura intera e parziale e in lunghezze da 4 mm a 50 mm per le dimensioni di filettatura più comuni.
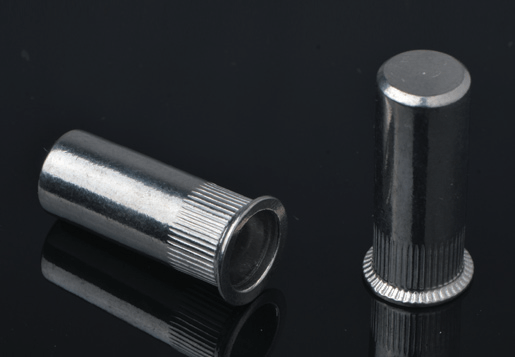
I distanziatori autoaggancianti sono distanziatori cilindrici cavi filettati o non filettati che si installano in modo permanente in un pannello e forniscono una separazione fissa e definita tra il pannello e un secondo componente, in genere un circuito stampato, una piastra di copertura o un pannello del telaio impilato. Sono essenziali nell'assemblaggio di componenti elettronici per il montaggio su PCB, dove il mantenimento di uno spazio preciso e costante tra la scheda e il telaio metallico previene i cortocircuiti, consente il flusso d'aria per il raffreddamento e fornisce il supporto strutturale che impedisce la flessione del PCB durante l'assemblaggio e le vibrazioni in servizio. I distanziatori per clinciatura sono disponibili sia in configurazione maschio (filettatura esterna) che femmina (filettatura interna), consentendo di fissare il secondo componente con un dado o una vite a seconda dei requisiti di accesso al gruppo.
Oltre ai tipi con dado centrale, perno e distanziatore, la famiglia autoagganciante comprende piastre con dado flottante (che consentono un movimento laterale limitato per compensare il disallineamento dei fori durante l'assemblaggio), perni di bloccaggio per applicazioni di allineamento e rotazione, staffe ad angolo retto per il montaggio di componenti perpendicolari al piano del pannello, supporti per fascette ancorati in modo permanente nel pannello per un passaggio pulito dei cavi e hardware di accesso autoagganciante tra cui viti imperdibili e dispositivi di fissaggio a quarto di giro per applicazioni con pannelli rimovibili. Ciascun tipo speciale risolve una specifica sfida di assemblaggio con lo stesso vantaggio fondamentale dei tipi base: installazione permanente e ad alta resistenza in lamiera sottile solo da un lato, senza saldature, adesivi e finiture post-installazione richieste.
Il fundamental requirement for successful self-clinching installation is that the fastener must be significantly harder than the parent sheet material. The clinching action depends entirely on the sheet material flowing plastically into the fastener's undercut groove — if the sheet material is too hard to deform, the installation process crushes or fractures the panel around the hole rather than producing a clean mechanical lock. Most specifications require the fastener to be at least Rockwell B 20 harder than the sheet, which in practice limits compatible sheet materials to mild steel (up to approximately HRB 80), aluminum alloys, and copper-based sheet metals.
L'autoagganciamento su acciaio temprato, lamiera di acciaio inossidabile superiore alla serie 300 o altri metalli duri non è possibile o produce installazioni con prestazioni drasticamente ridotte rispetto ai valori nominali. Per le applicazioni che richiedono elementi di fissaggio in materiali in fogli più duri, è necessario utilizzare invece tecnologie alternative: dadi saldati, dadi per rivetti ciechi o inserti incollati. Questo è uno degli errori di specifica più comuni riscontrati quando gli ingegneri adottano per la prima volta elementi di fissaggio autoaggancianti: applicandoli a involucri in acciaio inossidabile senza verificare la durezza della lamiera rispetto ai requisiti di durezza degli elementi di fissaggio.
| Materiale in fogli | Durezza tipica | Materiali di fissaggio compatibili | Adatto per l'autoagganciamento? |
|---|---|---|---|
| Acciaio dolce/a basso tenore di carbonio (CR, HR) | HRB 40–80 | Acciaio al carbonio, acciaio inossidabile | Sì, ideale |
| Lega di alluminio (1xxx, 3xxx, 5xxx, 6061) | HRB 25–65 | Acciaio al carbonio, acciaio inossidabile, aluminum (special) | Sì, con il grado di fissaggio corretto |
| Lamiera di rame/ottone | HRB 30–70 | Acciaio inossidabile, acciaio | Sì, con un adeguato differenziale di durezza |
| Acciaio inossidabile austenitico (304, 316) | HRB 75–95 | Solo acciaio temprato | Marginale: verificare la durezza; considerare le alternative |
| Acciaio temprato/ad alta resistenza | HRC 25 | Nessuno pratico | No: utilizzare dadi saldati o dadi per rivetti ciechi |
Per gli assemblaggi di lamiere di alluminio, i dispositivi di fissaggio autoaggancianti in acciaio standard si installano correttamente e forniscono carichi di estrazione elevati poiché la differenza di durezza tra i dispositivi di fissaggio in acciaio temprato e le leghe di alluminio morbide è più che adeguata. La questione della compatibilità galvanica è separata dalla questione della compatibilità dell'installazione: un dado di ribaditura in acciaio installato in un pannello di alluminio manterrà la tenuta in modo affidabile ma potrebbe causare corrosione galvanica all'interfaccia in ambienti di servizio umidi o bagnati. Per i pannelli di alluminio in ambienti corrosivi, specificare i dispositivi di fissaggio autoaggancianti in acciaio inossidabile o i dispositivi di fissaggio autoaggancianti in alluminio, ove disponibili, e verificare che i prodotti specifici per i rivetti in alluminio progettati per l'installazione dell'alluminio (che utilizzano un corpo di fissaggio più morbido per mantenere il differenziale di durezza) siano utilizzati per il grado di lega della lamiera specificato.

Ogni elemento di fissaggio autoagganciante ha uno spessore minimo della lamiera al di sotto del quale l'azione di aggraffatura non può produrre un bloccaggio meccanico affidabile, e uno spessore della lamiera consigliato al quale le prestazioni sono ottimizzate. Questi limiti non sono linee guida: l'installazione di un dispositivo di fissaggio autoagganciante su una lamiera più sottile del minimo produrrà un'installazione che sembrerà completa ma avrà una capacità di carico di estrazione e espulsione drasticamente ridotta, in genere fallendo con una frazione delle prestazioni nominali.
Lo spessore minimo della lamiera per i dadi autoaggancianti in acciaio è in genere 0,5–0,8 mm per le dimensioni della filettatura M2–M3, aumentando a 1,2–1,6 mm per le dimensioni M6–M8. Lo spessore minimo è determinato dal volume di materiale che deve fluire plasticamente nella scanalatura del sottosquadro per raggiungere il carico di estrazione nominale: una lamiera troppo sottile e semplicemente non c'è abbastanza materiale per riempire adeguatamente il sottosquadro. Viene inoltre specificato lo spessore massimo della lamiera, al di sopra del quale il corpo dell'elemento di fissaggio non sporge abbastanza attraverso la lamiera per agganciare correttamente l'incudine di ribaditura. Il concetto di intervallo di presa dei inserti filettati ciechi ha un equivalente nell'autoagganciamento: ogni prodotto è progettato per una finestra con spessore del pannello definito e rimanere all'interno di quella finestra è essenziale per le prestazioni.
Gli elementi di fissaggio autoaggancianti richiedono un foro rotondo e pulito con un diametro preciso: il diametro del foro di installazione ha una tolleranza più stretta rispetto alla tolleranza tipica della punta, solitamente specificata a ±0,05 mm o migliore. I fori punzonati sono fortemente preferiti rispetto ai fori trapanati per le installazioni di produzione autoaggancianti perché la punzonatura produce un foro pulito e di dimensioni precise in modo coerente a ritmi di produzione elevati, senza bave sul lato di ingresso del punzone (il lato da cui si aggancia il dispositivo di fissaggio) quando il gioco del punzone e della matrice è impostato correttamente. I fori praticati possono essere utilizzati per prototipi e lavori a basso volume, ma richiedono la sbavatura su entrambe le facce e un attento controllo del diametro per garantire che rientrino nella stretta finestra di tolleranza richiesta dall'elemento di fissaggio. I fori tagliati al laser sono sempre più comuni e producono un'eccellente precisione del diametro, ma possono presentare una leggera zona influenzata dal calore sul bordo tagliato che riduce la duttilità del materiale sulla parete del foro: verificare con test di installazione prima di impegnarsi nei fori tagliati al laser per applicazioni di produzione autoaggancianti.
Gli elementi di fissaggio autoaggancianti vengono installati utilizzando un'incudine di installazione piatta e liscia, in una pressa da banco, in una pressa a supporto, in una pressa con telaio a C o in una punzonatrice di produzione, che applica una forza di compressione perpendicolare alla superficie del pannello. L'incudine entra in contatto con la testa del dispositivo di fissaggio mentre il pannello poggia su una superficie di supporto piana con il gambo del dispositivo di fissaggio che sporge attraverso il foro preparato. Quando la pressa si chiude, l'elemento di fissaggio viene inserito nella lamiera e l'anello di aggraffatura deforma il materiale della lamiera nella scanalatura a sottosquadro in un'unica corsa fluida.
Il installation force required depends on the fastener type, thread size, sheet material, and sheet thickness. Typical installation forces range from approximately 1 kN for small M2 clinch nuts in thin aluminum up to 40–60 kN for large M10–M12 clinch studs in steel sheet. These forces are well within the capacity of standard bench arbor presses for small sizes, but larger sizes require a properly rated C-frame or hydraulic press. The installation must be performed with the anvil and support surface parallel — any angular deviation causes the fastener to install at a tilt, misaligning the thread axis and reducing pull-out strength.
Nella fabbricazione di lamiere in grandi volumi (produzione di rack per server, produzione di componenti di carrozzeria automobilistica e fabbricazione di custodie per componenti elettronici) gli elementi di fissaggio autoaggancianti vengono installati automaticamente utilizzando macchine di alimentazione e inserimento dedicate o moduli di inserimento integrati negli utensili della punzonatrice. Le macchine per l'inserimento automatico utilizzano alimentatori a tazza o imballaggi a nastro e bobina per orientare e alimentare i singoli elementi di fissaggio alla testa di inserimento a velocità di centinaia di parti al minuto, con sistemi di monitoraggio visivo o della forza per rilevare elementi di fissaggio caricati erroneamente o mancanti e scartare pannelli con difetti di installazione prima che procedano ulteriormente nel processo di assemblaggio. Alcuni produttori di punzonatrici offrono utensili di inserimento autoaggancianti che installano gli elementi di fissaggio nella stessa corsa della pressa dell'operazione di perforazione, eliminando completamente una fase di inserimento separata e ottenendo zero tempi di ciclo aggiuntivi per l'installazione degli elementi di fissaggio.
Per gli ambienti di produzione flessibili che gestiscono più tipi di prodotti, si stanno diffondendo sempre più sistemi di installazione robotizzati autoaggancianti che utilizzano robot collaborativi (cobot) dotati di effettori finali di inserimento. Questi sistemi possono essere programmati per diversi tipi di elementi di fissaggio e layout di pannelli senza attrezzature rigide dedicate, garantendo l'uniformità di installazione di apparecchiature automatizzate con la flessibilità del funzionamento manuale: una combinazione convincente per i produttori di lamiere a contratto che gestiscono lavori di medio volume e di elevata varietà.
Le prestazioni degli elementi di fissaggio autoaggancianti sono caratterizzate da tre valori di carico che insieme definiscono la resistenza dell'elemento di fissaggio alle forze che subirà durante il servizio. Comprendere il significato di ciascun valore e la sua relazione con le condizioni di carico dell'applicazione è essenziale per verificare che un dispositivo di fissaggio autoagganciante sia adeguato per il progetto del giunto.
Ilse rated values are specified by manufacturers at a defined installation force on a specified sheet material and thickness. Installing at lower than the specified installation force — due to an underpowered press or an operator stopping the stroke early — produces installed fasteners with significantly lower actual performance than the published ratings. This is why force monitoring on automated insertion equipment is not a luxury but a quality requirement for any application where the joint loading approaches a meaningful fraction of the published performance values.
Gli elementi di fissaggio autoaggancianti competono con i dadi a saldare e i dadi per rivetti ciechi in molte applicazioni sulla lamiera e la scelta giusta dipende dalla combinazione specifica di materiale della lamiera, spessore, volume di produzione, requisiti di finitura superficiale e vincoli di accesso all'assemblaggio. Nessuna singola tecnologia è universalmente superiore: ciascuna vince in contesti specifici.
I dadi saldati offrono la massima resistenza del giunto e non sono influenzati dalla durezza della lamiera, ma richiedono l'accesso alla saldatura da uno o entrambi i lati, introducono calore che può distorcere i pannelli sottili e danneggiare i rivestimenti vicini, richiedono pulizia post-saldatura e spesso rifinitura della zona di saldatura e aggiungono il costo di operazioni di saldatura qualificate. Sono la scelta corretta per applicazioni in acciaio strutturale spesso in cui i requisiti di resistenza dei giunti superano ciò che possono fornire gli elementi di fissaggio a pressione e per materiali in cui l'autoagganciamento non è fattibile. I dadi per rivetti ciechi possono essere installati con accesso solo da un lato utilizzando semplici strumenti manuali o pneumatici senza pressa, il che li rende più versatili per l'installazione sul campo e le applicazioni di retrofit, ma si basano su uno strumento di impostazione separato e lasciano una flangia esterna che sporge dalla faccia del pannello, meno pulita di un'installazione autoagganciante a filo.
Gli elementi di fissaggio autoaggancianti vincono quando il volume di produzione giustifica l'attrezzatura della pressa, quando la finitura superficiale del pannello deve essere mantenuta su entrambe le facce (senza spruzzi di saldatura, senza flangia esterna), quando il materiale del foglio è sufficientemente morbido da consentire la clinciatura e quando l'installazione può essere eseguita prima che il pannello venga rivestito o assemblato. Producono un'installazione più pulita e più professionale rispetto ai rivetti con coefficienti di carico equivalenti in lamiera di acciaio e alluminio, e l'assenza di una filettatura di innesto dell'utensile separata significa che non vi è alcun danno al mandrino da gestire e nessuna limitazione della profondità di innesto della filettatura da parte dell'utensile di impostazione. Per la produzione di involucri in lamiera in grandi volumi (telai di server, armadi elettrici, staffe automobilistiche e alloggiamenti per apparecchiature mediche) gli elementi di fissaggio autoaggancianti installati da apparecchiature automatizzate rappresentano in genere il costo totale per giunto più basso una volta che il volume giustifica l'investimento in attrezzature.
Ordinare dispositivi di fissaggio autoaggancianti senza una specifica completa è un percorso affidabile per ricevere il prodotto sbagliato: la combinazione di tipo di dispositivo di fissaggio, dimensione della filettatura, spessore della lamiera e opzioni di materiale disponibili all'interno della gamma di un singolo produttore arriva a centinaia di singoli codici e le descrizioni del catalogo che appaiono simili possono differire in dettagli dimensionali critici. Una specifica completa include tutti i seguenti parametri.






")
")
")

Copyright © Fastene industriali costanti Co., Ltd. All Rights Reserved
