
 En
En
Casa / Notizia / Padroneggiare i inserti filettati ciechi: il segreto per filettature resistenti nel metallo sottile


Ti diamo il benvenuto a contattarci, costante non solo al tuo fornitore affidabile, ma anche al tuo partner commerciale turstworthy.
 +(86) -133 8863 9264
+(86) -133 8863 9264
Jan 27,2026
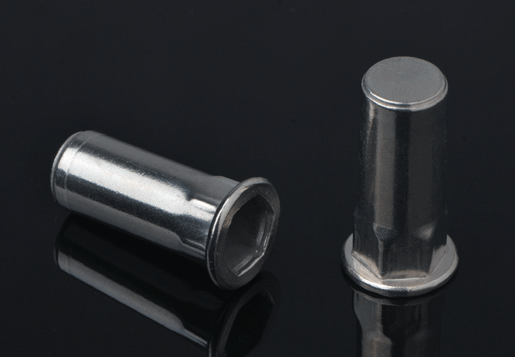
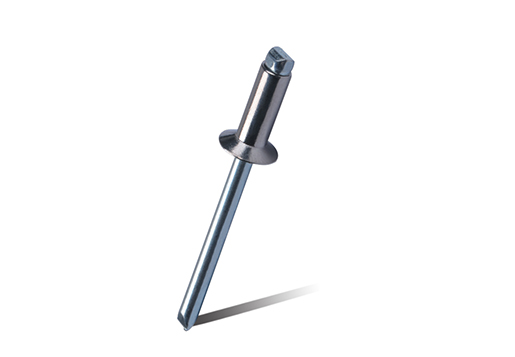
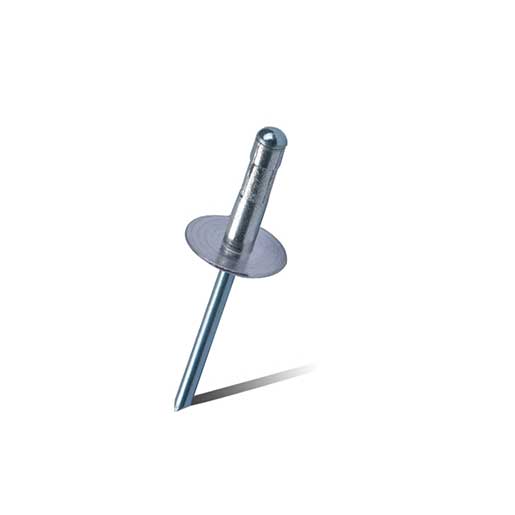
Dadi per rivetti ciechi , spesso indicati semplicemente come "rivnuts" o inserti filettati, risolvono una sfida ingegneristica specifica: creare filettature resistenti e riutilizzabili in materiali troppo sottili per essere maschiati. A differenza dei rivetti standard che uniscono permanentemente due pezzi, un dado per rivetti si ancora in un unico foglio, fornendo un punto di montaggio per bulloni o viti. Ciò li rende indispensabili nel restauro automobilistico, nel settore aerospaziale e nella fabbricazione personalizzata dove l'accesso dal retro è impossibile.
Il meccanismo si basa sulla compressione. Quando il dado del rivetto viene avvitato sullo strumento di installazione e inserito in un foro preforato, lo strumento tira indietro le filettature. Questa azione fa sì che la parte non filettata del gambo, nota come camera di collasso, si rigonfia verso l'esterno sul lato cieco del materiale. Questo rigonfiamento blocca saldamente la lamiera contro la testa dell'elemento di fissaggio, bloccandolo in posizione. Comprendere questo processo di deformazione è fondamentale perché se la forza di trazione è troppo debole, il dado gira; se è troppo forte, i fili si strappano.
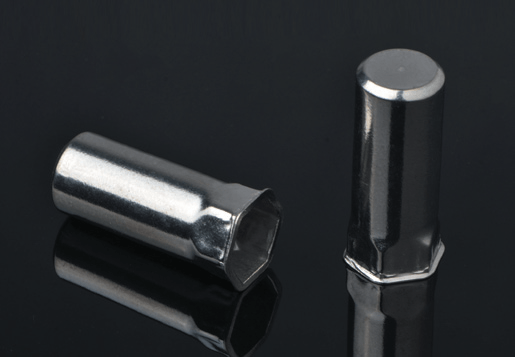
Scegliere la forma giusta è il primo passo per prevenire il fallimento. Il profilo del corpo determina la resistenza dell'elemento di fissaggio alla "rotazione", la modalità di guasto più comune in cui il dado ruota nel foro quando un bullone viene serrato. Sebbene i corpi rotondi siano i più comuni grazie alla facilità di installazione (richiedono solo una punta da trapano standard), offrono la minore resistenza alla torsione.
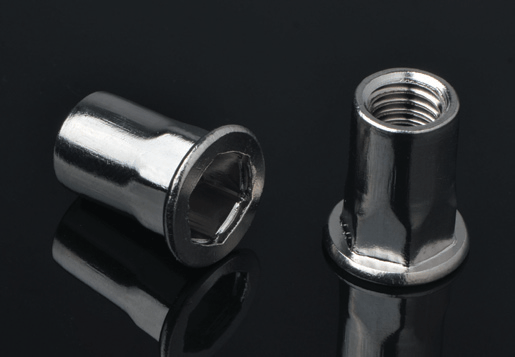
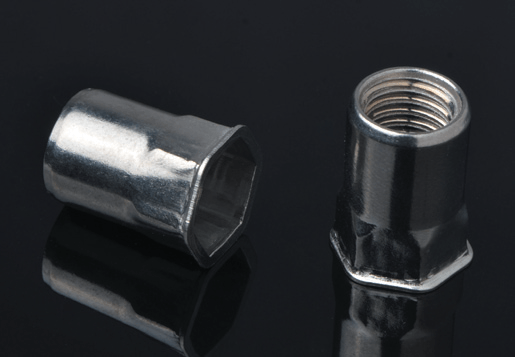
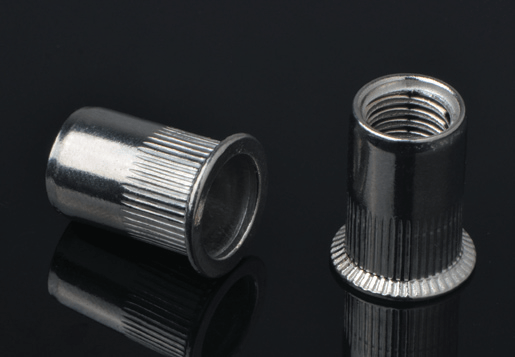
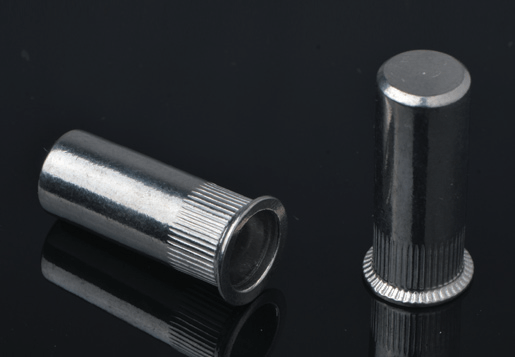
Per le applicazioni a coppia elevata, i dadi per rivetti con corpo esagonale sono superiori. Richiedono un foro a forma esagonale, solitamente formato da un laser cutter o da un punzone specializzato, ma si bloccano meccanicamente nel materiale, rendendo quasi impossibile la fuoriuscita. Se sei limitato a eseguire fori rotondi ma hai bisogno di una maggiore resistenza alla torsione, cerca corpi rotondi "scanalati" o "zigrinati". Questi presentano creste verticali sul gambo che mordono il materiale ospite per aumentare l'attrito.
Lo stile della testa influisce sul livello finale dell'assieme. A Testa piatta fornisce la maggior superficie sul lato anteriore, offrendo un'elevata resistenza alla spinta, ma rimane orgoglioso della superficie. A Testa svasata consente al dispositivo di fissaggio di essere a filo con il materiale ma richiede di svasare il foro, cosa difficile in lamiere molto sottili. A Testa ridotta o a basso profilo è un'opzione ibrida, che offre un adattamento quasi a filo senza la necessità di svasatura, sebbene offra una resistenza strutturale leggermente inferiore rispetto a una testa piatta grande.
Uno degli aspetti più trascurati dell’installazione dei inserti filettati è la corrosione galvanica. Ciò si verifica quando due metalli diversi vengono in contatto in presenza di un elettrolita (come l'umidità), provocandone la rapida corrosione. Ad esempio, l'installazione di un dado per rivetti in alluminio su un pannello in acciaio può portare, nel tempo, alla trasformazione del dado in polvere bianca, causando cedimenti strutturali.

A differenza di un dado e un bullone standard, un dado per rivetti ciechi ha un "intervallo di presa" specifico: lo spessore minimo e massimo del materiale che può serrare efficacemente. Se si tenta di installare un dado per rivetti con un intervallo di presa compreso tra 0,5 mm e 3,0 mm in una piastra spessa 4,0 mm, la camera di collasso non si espanderà completamente, risultando in un accoppiamento allentato. Al contrario, l'utilizzo di un dado per rivetti progettato per materiali spessi su una lamiera sottile impedirà alla testa di posizionarsi correttamente.
Misura sempre lo spessore totale del materiale su cui stai installando, inclusa qualsiasi vernice o rivestimento. I produttori stampano o codificano a colori i loro elementi di fissaggio per indicare la gamma di presa. Se lavori con spessori variabili, prendi in considerazione i rivetti filettati "multigrip", che presentano zone di collasso variabili per adattarsi a una gamma più ampia di calibri.
| Parametro | Conseguenza dell'errore | Soluzione |
| Dimensione del foro troppo grande | Il dado del rivetto gira liberamente; perdita di resistenza alla coppia. | Utilizzare punte precise; non oscillare il trapano. |
| Gamma di presa troppo corta | Si forma un rigonfiamento all'interno del foro, non dietro di esso. | Misurare lo spessore del materiale con un calibro. |
| Strumento per serraggio eccessivo | Strisce di filo o bottoni a pressione. | Regola la corsa dell'utensile; utilizzare uno strumento con coppia limitata. |
Lo spin-out è lo scenario da incubo per qualsiasi installatore. Una volta che il dado del rivetto gira, rimuovere il bullone diventa estremamente difficile e spesso richiede la molatura della testa del bullone. La prevenzione dipende interamente dalla preparazione del foro e dalla corretta forza di posizionamento.
Il foro deve avere il diametro esatto specificato dal produttore. Se le specifiche richiedono un foro da 9 mm, una punta da trapano da 3/8" (che è circa 9,5 mm) si tradurrà in un adattamento approssimativo e inevitabile guasto. Utilizzare punte metriche per dadi per rivetti metrici. Inoltre, assicurarsi che il foro sia sbavato. Le bave possono depositarsi sotto la testa del dado per rivetti, impedendogli di posizionarsi a filo e riducendo l'attrito necessario per mantenere fermo il dispositivo di fissaggio.
Se sei costretto a utilizzare un rivetto filettato tondo in un'applicazione critica, puoi aumentare la sicurezza applicando un composto di ritenzione (come Loctite 680) all'esterno del corpo del rivetto filettato prima dell'inserimento. Lasciarlo indurire completamente prima di installare il bullone. Ciò aggiunge un legame chimico per integrare l'attrito meccanico.






")
")
")

Copyright © Fastene industriali costanti Co., Ltd. All Rights Reserved
